Three years ago during a tour of a local warehouse, our host pointed to a bay of pallet rack and…

blog, research, other stuff
Three years ago during a tour of a local warehouse, our host pointed to a bay of pallet rack and…

This Friday I will be speaking at SELF18, a conference on the future of retail, put on by SDI Systems.…

In his song, “Give them their roses,” Paul Thorn makes the point that we tend to express our thanks for…

Subtitle: Why I’m Bullish on Material Handling Automation November and December in Louisville look like the corn harvest in Iowa—all…

I am pleased to announce that last Wednesday, Parvaneh Jahani successfully defended her dissertation entitled, “Dynamic Warehouse Optimization Using Predictive…

I am pleased to announce that Shahab Derhami, Jeff Smith and I have just had a manuscript accepted in International Journal…

For the past several months I have been thinking about trends in the logistics industry and in the economy as a…

I am happy to report that my colleagues Kai Furmans, Zäzilia Seibold, Onur Uludag and I recently received the 2015…

One of the most satisfying parts of this job is seeing others take your work and go further. In this…
Several years ago I began telling my children that I thought the greatest challenge for their generation was sensibly integrating…
Some innovations are more than disruptive—they serve as platforms for other disruptions
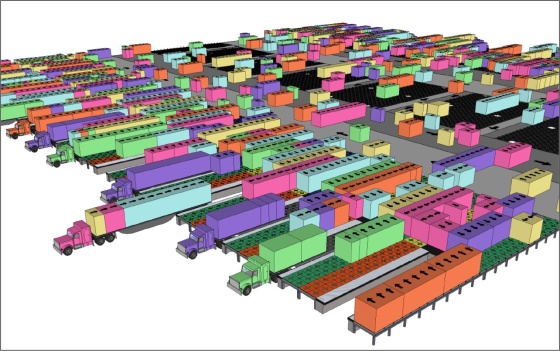
Goran Ivanović recently published an article entitled, “A different kind of container yard” in the journal World Port Development. By “different kind,” he…

Ben Montreuil recently tweeted a YouTube link to MyWays, DHL’s crowdsourced last mile delivery service in Stockholm. As I wrote…
